
- СНТ →
- Sintering machines
M.A. Tomash, B.V. Izotov, A.E. Turbaba, M.Z. Abdulin, H.R. Dvortsyn, M.V. Grebina
V. Illich Mariupol Iron and Steel Works PJSC, Mariupol
National Technical University of Ukraine “Kyiv Polytechnic Institute (KPI)”, Kyiv
Stream-Niche Technology Production Association, Kiev
Modernization of burner equipment of the sintering machines at Mariupol Ilyich Iron and Steel Works PJSC sinter plant.
The results of modernization of ignition hearths and the replacement of the existing burner devices GNP-6 with modern SNT-22 ones, implemented on the sintering machines of the Ilyich Iron And Steel Works sinter plant, were described.
Key words: sintering machine, burner device, stream-niche technology, energy saving, fuel combustion, ignition hearth.
Improving product quality and reducing its cost is one of the most important issues facing the domestic metallurgy. Ilyich Iron And Steel Works is part of the Metallurgical Division of the MET-INVEST Group and is one of the leaders in the Ukrainian metallurgy performing the complete metallurgical production cycle. The main principles of the company in the field of energy are to ensure reliable energy supply to production, increase the level of energy independence, develop processes and projects to improve energy efficiency, continuously improve energy efficiency and energy saving.
Ilyich Iron And Steel Works sinter plant (SP) is the largest in Europe, with a capacity of 12 million tons of sinter per year. Twelve sintering machines (SM) provide raw materials for the blast-furnace shops of Ilyich Iron And Steel Works and Azovstal Metallurgical Plant. At the moment, at Ilyich Iron And Steel Works, the sinter plant is being modernized, which will not only reduce fuel consumption, but also significantly improve the environmental situation in the city of Mariupol. Investments in this project will amount to $ 220 million, and dust emissions will decrease by 11 times. Reconstruction works started on May 25, 2015, when sintering machine No. 1 was stopped for major repairs. The uniqueness of the project lies not only in its investment and environmental scale, but also in the fact that all the main work will take place at the operating SP, that is, with minimal SM stops. In the course of the modernization, it is planned to replace outdated equipment with modern ones, reconstruct coal and concentrate warehouses, as well as install new cleaning cyclones from the Italian company Termokimik Corporation, as well as modernize ignition hearths.
For optimal organization of the working process of sintering, it is necessary to ensure the combustion of the maximum possible amount of fuel within the space under the hearths with the organization of high temperature uniformity on the pallet, however, this process is difficult due to the small distance from the front of the burner devices (BD) to the surface of the sinter and the intense negative pressure created by the exhauster in this volume. By their design, standard GNP-6 burners could not fully ensure the fulfillment of this task. This was due to the following disadvantages inherent in the entire family of BDs with swirling air flow:
- as a result of stratification (separation) of fuel and oxidizer flows having different specific mass (air 1.3 kg/m3, gas 0.7 kg/m3), under the action of centrifugal force caused by swirling of the air flow in the BD (Fig. 1, a), a significant part of the air is thrown to the periphery, and a significant part of the gas remains in the center of the flow of the fuel-air mixture. This leads to an uneven temperature field at the BD outlet and hence an uneven through heating of the sinter;
- the concentration unevenness of the fuel distribution in the oxidizer flow, along with the diffusion mechanism of combustion (the time of mixing the fuel and the oxidizer significantly exceeds the time of the chemical reaction), which is realized in standard BDs, lead to the tightening of the flame, the afterburning of the fuel outside the hearth and the sinter layer, decrease in the heat density of the furnace space of a hearth and hence a decrease in the temperature level in this space, which requires additional fuel consumption to maintain its requires values for normal operation;
- deterioration of the stabilizing properties of the fuel-air mixture swirling flow flame does not allow regular BDs to operate in a wide range of changes in the load of sintering machine and, in those cases, when it is necessary to bring the sintering machine to a temporary shutdown for current technological or repair operations. In such situations, the gas is automatically shut off and the operators are forced to start the sintering machine again, while wasting valuable time and increasing the workload on staff:
- when the flow of high-temperature combustion products rotates at the BD outlet, they are thrown onto the walls of the embrasures and onto the elements of the sintering machine hearth lining, which leads to their faster failure and a reduction in overhaul periods.
 |
 |
Fig. 1 Traditional aerodynamic schemes of burner devices operation: a — swirling of the oxidizer flow; b — recirculation mixing zones behind the poorly bluff body
To improve the process and reduce the consumption of natural gas (NG) for the ignition of the sintering mix, it was decided to replace the existing burner devices with modern burners, as well as to modernize the ignition hearth. In the course of developing the options, the stream-niche fuel combustion technology (SNT) was chosen, which is implemented in the SNT-22 burner devices (Fig. 2),
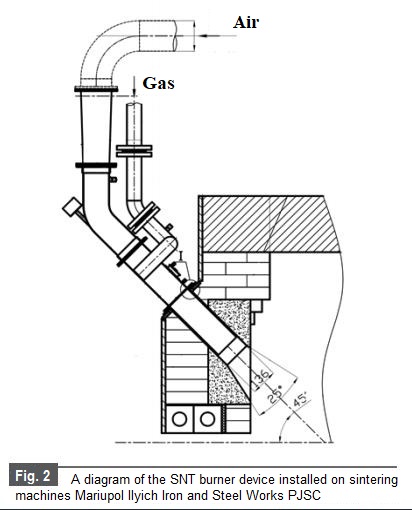
which made it possible to optimize the aerothermochemistry of the technological process. The main principles of SNT are: uniform distribution of fuel in the oxidizer flow, creation of a compact stable vortex structure as a result of the interaction of the fuel stream system in the oxidizer crossflow with the flow in the niche cavity to ensure mixture formation and reliable stabilization of the flame, provision of a microdiffusion combustion mechanism, self-cooling of the BD by the fuel and oxidizer.
Problems associated with the use of GNP-6 burners have been successfully solved by using SNT:
- due to the implemented principles of stream-niche technology, it has a temperature field with a high uniformity of distribution at the outlet of the SNT BD (Fig. 3);

- due to the uniform distribution of fuel in the oxidizer flow, as well as due to the intermediate — between diffusion and kinetic (microdiffusion) — combustion mechanism implemented in the SNT BD, gas is burned in a short flame with a high heat intensity of the hearth furnace space, which leads to a decrease in the required amount of fuel to maintain the required temperatures;
- the entrainment of fuel into the non-working zones of the sintering machine is significantly reduced;
- SNT BDs operate in the entire range of possible changes in sintering machine power.
Installation of SNT burner devices is easily carried out at the standard BD installation sites. Sintering machine No. 1 with a modernized ignition hearth and SNT company burners has been in operation since July 2015
By the end of 2015, 3 sintering machines (AM No. 1, 2, 3) have already been modernized, and by March 2016 burners have been replaced on another 6 machines (AM No. 4, 5,7, 8, 9, 11). The view of the installed burners from the inner and outer sides of the combustion hearth is shown in Fig. 4.

As a result of the modernization and subsequent joint commissioning of the modernized machines by the specialists of V. Illich Mariupol Iron and Steel Works and SNT, the following results were obtained:
- at the working AM No. 8, the combustion mode, which ensures satisfactory sintering at a minimum gas consumption, has been achieved: at nominal mode, the machine consumes 380 m3/h of natural gas and 4000 m3/h of air (for comparison, before the modernization, the same machine consumed about 600–650 m3/h of natural gas and 5200–5500 m3/h of air);
- the overall decrease in the sintering machines consumption of natural gas due to the replacement of burners amounted to 25–35% (Fig. 5);

- the stability of the produced sinter quality is ensured; the yield of 2 grades by fraction is reduced from 7.52 (fact of November 2015) to 3.29% (fact of May 2016), which indicates an improvement in the quality of sintering process.
- RESULTS
Standard burners of the GNP-6 type installed on sintering machines have a number of disadvantages, such as unevenness in the temperature field at the outlet from the BD, incomplete fuel combustion in the flame, flame rejection to the walls of the furnace space, etc., which indicates the need to replace them with more modern burner devices.
Replacement of standard burner devices with SNT-22 BDs made it possible to achieve a high uniformity of the temperature field distribution over the width of the pallet, complete natural gas combustion in a short flame with a high heat intensity of the hearth furnace space, and a decrease in fuel entrainment into the non-working zones of the sintering machine.
The total reduction in natural gas consumption due to the modernization of sintering machines' ignition hearths amounted to 20–25%. The specific consumption of natural gas required for the sinter mix ignition was reduced from 4.283 (fact of November 2015) to 2.735 m3/t (fact of May 2016).
The replacement of the burners made it possible to ensure the stability of the produced sinter quality. The yield of 2 grades by fraction is reduced from 7.52 (fact of November 2015) to 3.29% (fact of May 2016), which indicates an improvement in the quality of sintering process.