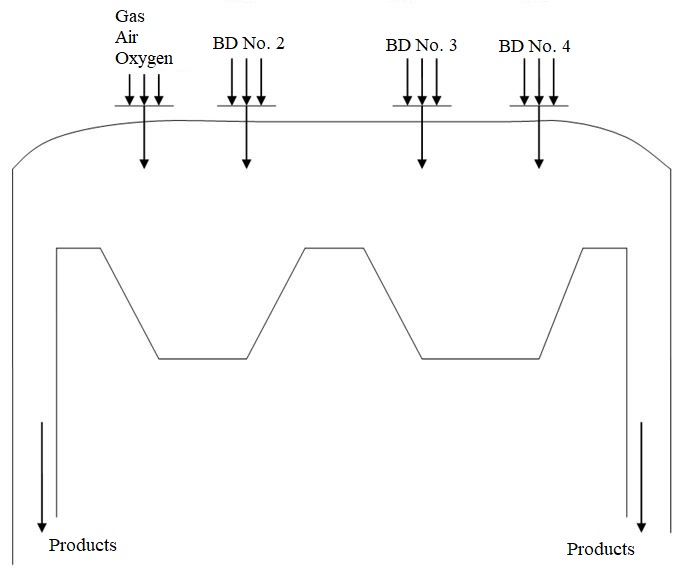
SNT burner devices with a progressive water-cooling system at the open-hearth furnace of Zaporizhstal PJSC
New burners were additionally installed in the roof of open-hearth furnaces, which made it possible to redistribute heat along the entire length of the bath. Due to this, it was possible to reduce the fuel consumption for the technology from 71.5–89.1 kg/t to 65.2–73.4 kg/t.
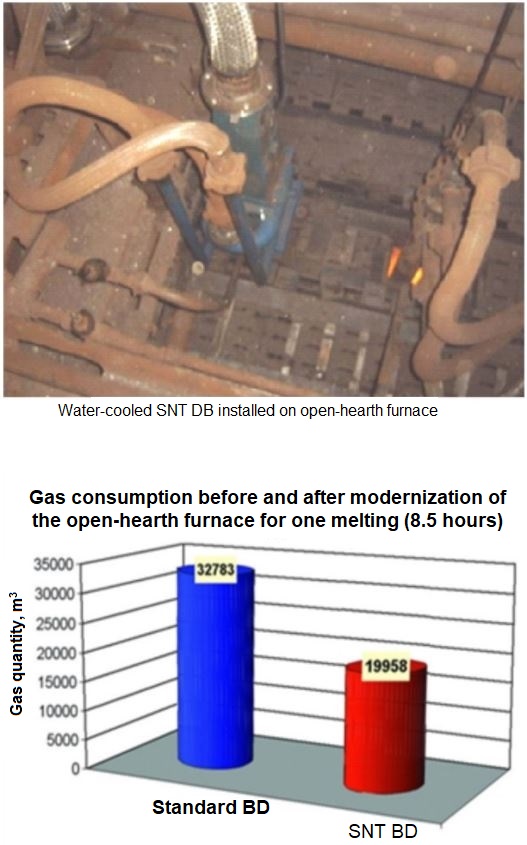
After the use of SNT on open-hearth furnaces, the time of one melting (according to the information of Zaporizhstal PJSC specialists) decreased on average from 8 hours 40 minutes to 8 hours.
The technological parameters of steel smelting (the course of smelting, temperature and slag conditions, oxidation of metal and slag) and the quality indicators of the furnace operation practically did not change. Emission of slag to the site was not detected.
In addition, the use of burner device progressive water-cooling system made it possible to increase its durability even in comparison with oxygen lances.
STEEL FURNACES
The following outcomes were obtained as a result of the installation of SNT BD on the DVSP-1 at the Zaporizhstal PJSC.
- At the two-bath steel-making unit, when replacing old roof gas-oxygen burners with SNT ones, it was possible to achieve a reduction in fuel consumption for steelmaking technology. The fuel equivalent consumption has been significantly reduced and amounted to 4.9 kg of fuel equivalent/t against 12.6–13.2 kg of fuel equivalent/t in the previous campaigns.
- The most complete gas combustion process was implemented, using only atmospheric oxygen as an oxidizer, which made it possible to save more than 1500 m3/h of oxygen.
- All the heat of the burnt gas was used in the cold side chamber volume, which reduced the temperature and volume of flue gases, as well as heat losses with flue gases;
- Iron losses from oxidation have decreased by an order of magnitude.
- A high uniformity of the temperature field in the furnace volume was ensured, which has led to an increase in the service life of the furnace roof, uniform metal heating, and a reduction in the melting time.
- The compressor air used for blowing out the embrasures was replaced with atmospheric air used in the furnace technological process.
- Part of the furnace suction cups was used in the technological process for CO afterburning.
- The use of burners made it possible to improve the use of fuel and flue gases heat in the cold bath during the material charge and heating period, due to which the oxidation of metal was reduced and the steel yield increased during these periods.
- The efficient use of fuel and process gases heat ensured a higher productivity of the furnace.
- Due to the decreased temperature of the offluent gases, the water consumption in slag pockets was reduced.
- The number of melts with a carbon content at the outlet decreased and reached a value of less than 0.07%.
SNT burner devices with a progressive water-cooling system installed on DEPA at the Zaporizhstal PJSC
|
|
